Mark is the head of Serbu Arms, a small company in Tampa, Florida, probably best known for a bolt action, single shot 50BMG rifle called the BFG-50 (and, yes, BFG stands for what you think it does). He had the idea that it would be fun to make a dirt cheap and simple gun to turn in when the gun buyback programs come around. If it costs $25 to make a gun and the buyback will give you a couple of hundred, you've made out well. Do they offer that much? We don't have gun buybacks around here, so I don't know. Mark made a single shot .22 from a piece of waterjet cut steel, a 1" square bar cut into two pieces and a few other parts. Naturally, everyone flooded him with "we want plans" and "we want kits". I ordered plans as soon as they became available.
Does it make sense to make a gun for a buyback? It depends on how functional you want it to be and on what your capabilities are. If doesn't have to fire at all, or doesn't have to be accurate, I bet you can make one fairly easily. Can you rifle a block of steel with a hole in it to create a .22 barrel? Ream a chamber for it? That would save you a lot of money, if you already have the tools and don't have to buy them. That leads to asking how much does it cost to make a GB-22?
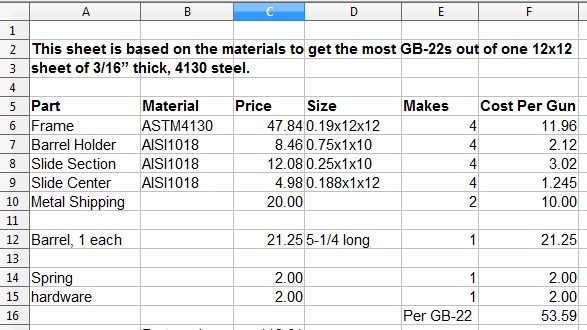
With the prints in hand, I went to Online Metals today to figure out what it costs to make this gun. The single most expensive piece in this gun is an apparently nicely machined barrel I found on eBay (the seller was listed by Royal Nonesuch). This is the part where if you can rifle the chunk of steel, you can cut the cost of the GB-22 by about a third. The next most expensive piece is the frame, cut from 3/16" 4130 steel. I've got to assume Mark had some sheet lying around, but I sure don't. I spent a bit of time getting some of Mark's drawings into Rhino3D, and after some playing, determined it's possible to get four GB-22s out of one 12x12 sheet of 4130 steel. That gets the cost of a frame down to $11.96 plus shipping, compared to $21.25 for the barrel. Everything else is rather cheap.

To me, the purpose of the GB-22 is for fun. Doesn't everyone like plinking with .22 all day?
The reason to make one is because we can. BTW, search on GB-22s on YouTube. There's a few videos of updates and changes, including a .380 version (beefed up and made of stainless) along with a closed bolt version from Mark that ejects its own brass. Most of the time.
Could you use your mill to machine the grips?
ReplyDeleteIt looks like machining the angles and curves for the finger grooves would be very difficult to program, or does it only seem that way because of my lack of experience with the CNC process.
CNC grip checkering? Stippling to create images?
My plans are stashed in the "things to get to in the future" box.
Cutting the outline and overall shape of the grips is pretty easy. Robb Allen does that now on his CNC router. I think an easy way to carve the finger grooves would be with a ball nose cutter. Delrin machines very easily. Ramping the cutter up or down while going along the length of the groove probably makes it one operation.
DeleteCheckering is usually done with a tool called graver, the standard tools jewelers use for engraving metal. Same thing you'd use to engrave a gun's slide. CNC machines that carve wax for casting into jewelry are a big industry now, and very fine cutters (as small as .001" at the tip) are standard. The biggest handicap would be I'd need a faster spindle. Mine turns 2500 RPM, and for a tiny cutter, you need to take that to 25,000. After that, it's a matter of adjusting the speed the cutter moves through the material.
Start with a bit like this, probably in a relatively wide tip size, like .010, and spin it very fast.
Someone is probably already doing it. My only "hedging my bets" is that the preferred feel of checkering is somewhat a personal thing, I can imagine someone saying, "yeah, it looks like checkering, but it doesn't feel right".
With the amazing proliferation of 10/22 accessories, there are likely
ReplyDeletethousands of take-off barrels that could be cut and turned, each one yielding several pistol barrels.
The idea of rifling and chambering is cool- there is little to lose here.
That was surprisingly non-productive, based on yesterday. People are selling used barrels for more like 3x or 4x the price of the little barrel I bought. I'd also need a chamber reamer, which seems to go for about $70 on Brownell's.
DeleteThe chance to learn how to chamber the barrel is still there. The barrel I ordered is 5-1/4" long and the piece it goes into is 2-1/2. Enough to cut in half, crown both ends and ream a chamber in one half.
.22LR is such a small , straight chamber it seems like a guy could use a drill to take 95% and make a reamer for the rest. With a lathe and mill and some casinite a decent job could probably be done. Not cost effective if your time is worth anything, but interesting.
DeleteOf course, to really banish the "I don't have the right tool syndrome", use this meme --"what would they do in Darra?"
I am surprised used 10/22 barrels go for anything. Would have thought they would be $25 items!
I would have thought that the first goal of making a zip gun would be a significant ROI on the piece at the buyback. To that end the cost to manufacture should never be more than 50% of the buyback price.
ReplyDeleteHere
https://billllsidlemind.blogspot.com/2014/11/zip-guns.html
are a couple of examples that could certainly bring a profit, not to mention some interesting YouTube videos, shot from a safe distance of course, and pulling the triggers with a long string.
Excellent stuff! The article at TFB is great, too.
DeleteIf the mission is "Participate in Gun "Buy-Backs" for Fun and Profit" it would seem Part 1 involves reducing production costs as much as possible by building to the absolute minimum specifications of what constitutes a functional "gun."
ReplyDeleteIs rifling necessary to quality as a "gun"? If not, how cheaply could a modern day version of a Liberator be made in a reasonably well equipped home shop? Tam has said on occasion that Home Depot and Lowe's plumbing departments sell 90% guns; that may be 10-20% too high, but a decent small lathe and small mill make it ridiculously easy to close that 30% gap.
Not to mention that a basket of parts on the shelf for future Liberators might be handy some day.
Thought: Our comrades at BATFE have graciously allowed us home manufacture of firearms, with the caveat that sale or transfer is prohibited without a fully approved Form 1; does a "Buy-Back" - which is actually a "sale to a socially approved and Politically Correct entity" run afoul of that?
The idea of putting that much work into something to throw away at a "gun buy back" doesn't appeal to me. Heck, I once bought a W.German POS .22 short revolver from a co-worker who'd found it among his late father in laws effects just to prevent it going to the "gun buy back". I don't like to encourage the bastards.
ReplyDeleteAs for chambering something like this,I'd just buy a .226 diameter chucking reamer (for a lot less than $70). If a rebate for the rim was needed, bore that in the lathe. The lead angle of a chucking reamer is probably a little steeper than desirable but the step between the chamber and the bore is only a few thousandths.
Button rifling is easy to do. Rifling buttons can be purchased for amazingly reasonable prices (in my limited experience)though probably more than is justified on a project like this. For limited use, I think one could make a very serviceable button out of drill rod. Would be fun to try.
Oh, and for what it's worth, Brownells sells rifled liner for repairing shot out .22s. Just bore and ream a hole in the barrel blank and silver solder or acra-glas the liner in. Finish the ends as needed.
ReplyDeleteAre there currently any plans for the closed bolt version ?
ReplyDeleteNot that I've heard of. I'm hoping that Mark will let the folks already on the mailing list know if/when they are.
DeleteThere is a video of the closed bolt version. Mark said today that they will not be selling plans for it now because they are putting it into production.
ReplyDeleteThanks for that update. I was expecting to hear something from Mark, since I bought the plans and got on the mailing list. This would explain why he hasn't released them.
DeleteI want to buy the paper plan you bought.
ReplyDeleteSee the very first link in the article. First sentence. Takes you right to the plans on Serbu's website.
DeleteUgh they only sell the plans to US citizens :( Already searched the whole internet, no online copies to be found...
ReplyDeleteI wasn't aware of that, so thanks for posting the comment.
DeleteAs a side note, the reason Defense Distributed was originally stopped from giving away their plans for the Liberator (the "3D printed gun") was a set of laws called ITAR that forbids selling plans. It's supposed to be aimed at militarily useful guns which doesn't describe the Liberator or the GB-22. The State Department eventually settled with DD because of legal experts that said plans are free speech. Then that turned into a bunch of states suing them to stop them from selling.
That was long-winded and involved, but I think it's not "settled law" that they can't sell those plans out of the US, it's just that asking them to go to court over it is asking a really small business to spend $50,000 to make a few sales. It just doesn't make business sense.
Defense Distributed is going to court over it. The group of states decided it was too dangerous to let mere deplorables have access to the plans and sued to block their release. A judge agreed that unwashed, normal people were a danger and ruled DD couldn't give the plans away. So DD said, "OK, if we can't give them away, we'll sell them - for whatever you'd like to pay".
Unfortunately, they don't have the GB-22 plans, or anything like it.
Yeah I know. I'm working on possibly getting the plans over a friend in the US who should then send me a digital copy. I would love to publish the plans online, but doing so would be highly against the law in canada, since any device that shoots any projectile faster than 500 fps is considered a restricted firearm, and any restricted firearm that has not been registered is highly illegal.
DeleteI'm not sure if it's appropriate for me to ask for this, but if you, or anyone else in the states could email me a digital copy, I would really appreciate it a lot, rather than paying my friend $90 for a copy.
Anyways, my email is pixel3751@gmail.com
(Just in case someone is nice enough to send me a copy)
Thanks
part #8 tells the size use it as a reference to make the rest of the parts in the picture. https://serbu.com/products/gb-22-plans
Delete